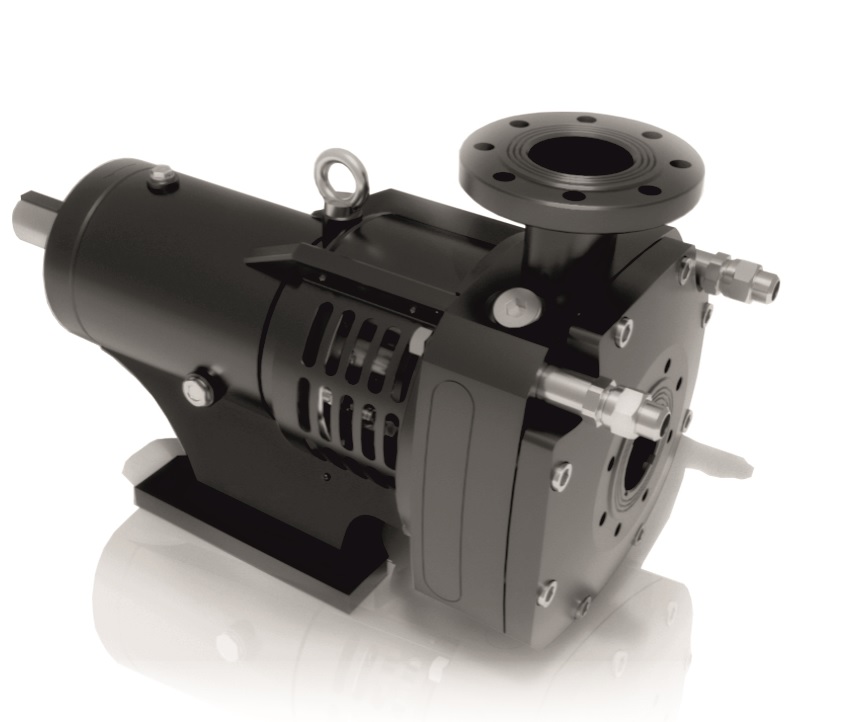
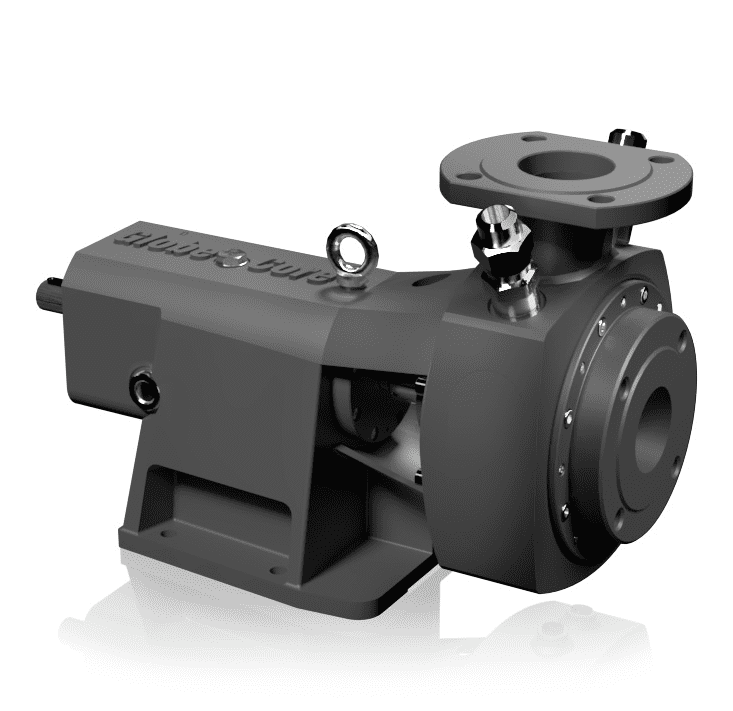
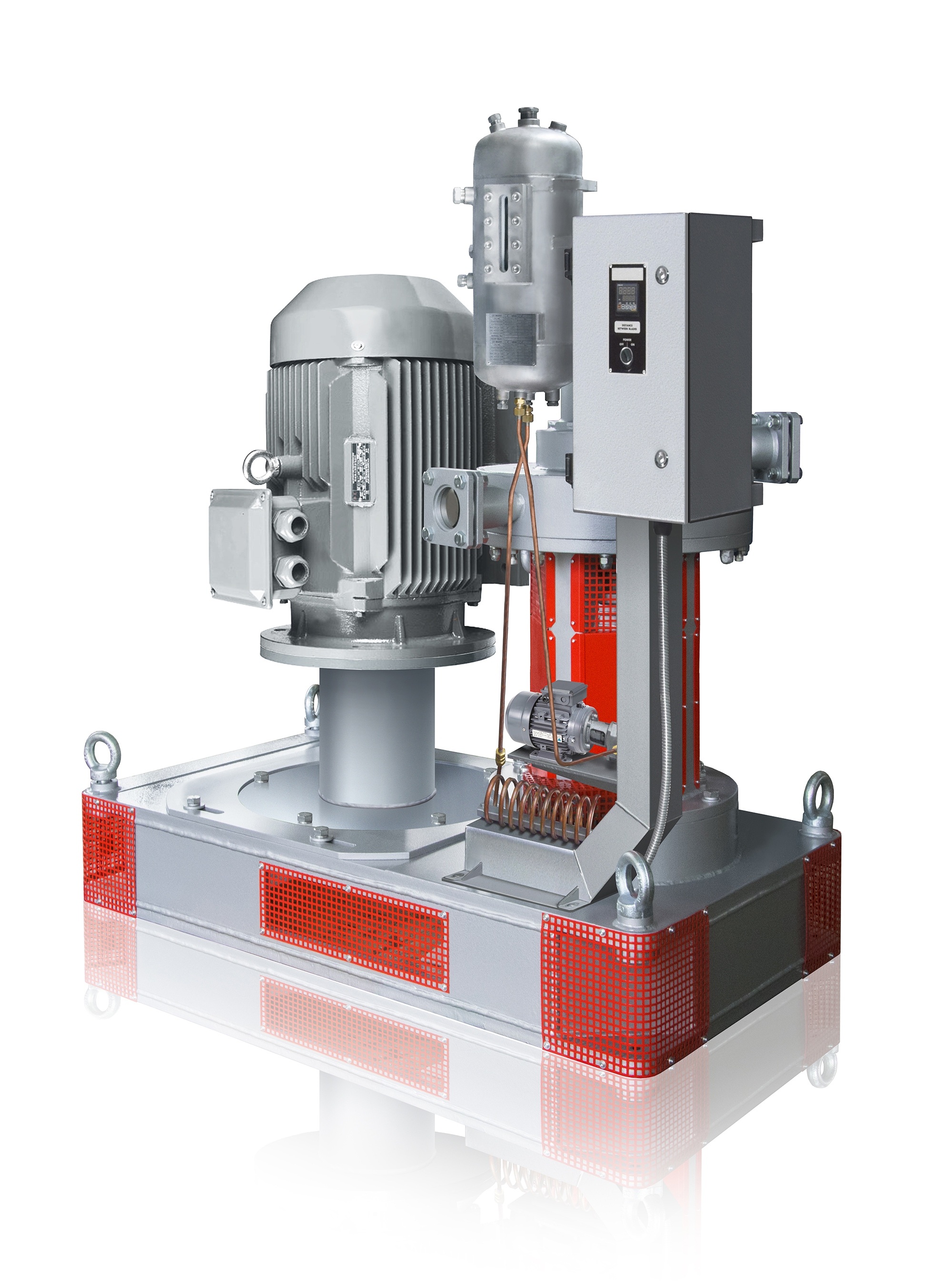
Sulfur recovery from natural and industrial raw materials can be accelerated and made more efficient with Globecore’s AVS-100 sulfur smelting autoclave process intensificator. The equipment offers better smelting performance and is utilized in the mining, petrochemical, and chemical industries. Because AVS-100 use electromagnetic treatment technology, sulfur is heated and melted more quickly, boosting the rate of extraction. The unit encourages more thorough sulfur recovery by intense mixing and particle activation, which lowers raw material losses and raises the final product’s yield. Profitability rises and production expenses are decreased as a result. The AVS-100 is appropriate for plants of any size due to its small size and energy-efficient design. The unit improves the safety of handling materials containing sulfur, requires less maintenance, and is simple to integrate into current technological processes.
Sulfur smelting autoclave process intensificator AVS-100 Specifications
| Parameter | Type |
| AVS-100 | |
| Max processing rate, m3/hour
– water water treatment |
12 |
| – suspension production | 5 |
| Operating pressure, MPa (kg/cm2), max: | 0,25 (2,5) |
| Work zone diameter, mm | 90 |
| Magnetic induction in work zone, Т | 0,15 |
| Electric supply | From AC network |
| Frequency, Hz | 50 |
| Voltage, V | 380 |
| Rotation of magnetic field in work area, RPM | 3 000 |
| Power consumption, kW | 4,5 |
| Dimensions, mm | 1200×900×1610 |
| Weight, kg | 520 |