PT-PT
PT-PT
 FR
FR
 ES
ES
 DE
DE
 AR
AR
 PL
PL
 UA
UA
 ID
ID
 VN
VN
 IT
IT
 GE
GE
 UZ
UZ
 CN
CN
 KZ
KZ
 CZ
CZ























Steam turbine oil purification is one of the most critical – and most overlooked – maintenance practices in the power generation industry. The condition of turbine lubricating oil directly determines bearing life, system reliability, and overall plant uptime.
Why oil condition matters in steam turbines
Steam turbines, combined-cycle plants, and cogeneration systems all rely on large circulation oil systems – often holding between 5,000 and 20,000 liters. Over time, these systems accumulate contamination from multiple sources: ingressed water from steam leaks, oxidation byproducts, atmospheric particulates, and wear debris from loaded bearing surfaces.
Research shows that the most destructive particles in turbine oil are roughly equivalent in size to the working clearances in bearing and seal friction zones. Because of their small diameter, they remain suspended in the oil rather than settling out – making passive separation ineffective and dedicated steam turbine oil purification equipment needed.
Dissolved and entrained gases compound the problem. In unsealed oil systems, turbine oil typically contains around 6% undissolved air – and in some cases up to 15–18% – in the form of fine bubbles 50–100 µm in diameter. These gas-in-oil emulsions impair filtration efficiency, accelerate oxidation, and degrade hydraulic control response.
Common contamination challenges
Water is the most frequent cause of turbine oil degradation. Steam leaking past shaft seals dissolves into the oil or forms stable emulsions. Per Noria Corporation guidelines, water content in steam turbine oil must stay below 0.005%, while Ametek Spectro Scientific sets the limit at 0.01% for combined lubrication and control systems. Exceeding these thresholds accelerates bearing corrosion, promotes microbial growth, and significantly shortens oil service life.
Thermal and oxidative stress causes resinous deposits – commonly called varnish – to form on valve spools, bearing surfaces, and heat exchangers. Varnish is especially problematic in the electro-hydraulic control circuits of steam turbines, where even thin deposits impair servo response. Effective steam turbine oil purification targeting dissolved oxidation products is the primary defense against varnish buildup.
Wear debris, mill scale from pipework, and atmospheric dust enter the oil continuously. Hydraulic control systems within the turbine require oil that is two to four times cleaner than the lubrication circuit – ISO Class 7–8 for controls versus Class 9–10 for bearings. Combined lubrication-and-control systems must meet the tighter hydraulic standard throughout.
Steam turbine oil purification processes
A comprehensive purification cycle addresses all contamination types simultaneously: purification, dehydration, degassing, and filtration – rather than treating each in isolation.
Thermal vacuum dehydration removes both dissolved and free water in a single pass. Oil is heated to reduce viscosity and raise the vapor pressure of water, then drawn through a vacuum chamber where moisture evaporates and is extracted. The same vacuum stage simultaneously strips dissolved and entrained gases from the oil volume.
Multi-stage filtration follows dehydration to capture solid particles down to the target cleanliness class. Systems processing large oil volumes typically include a coarse pre-filter stage to extend the service life of fine-filtration elements.
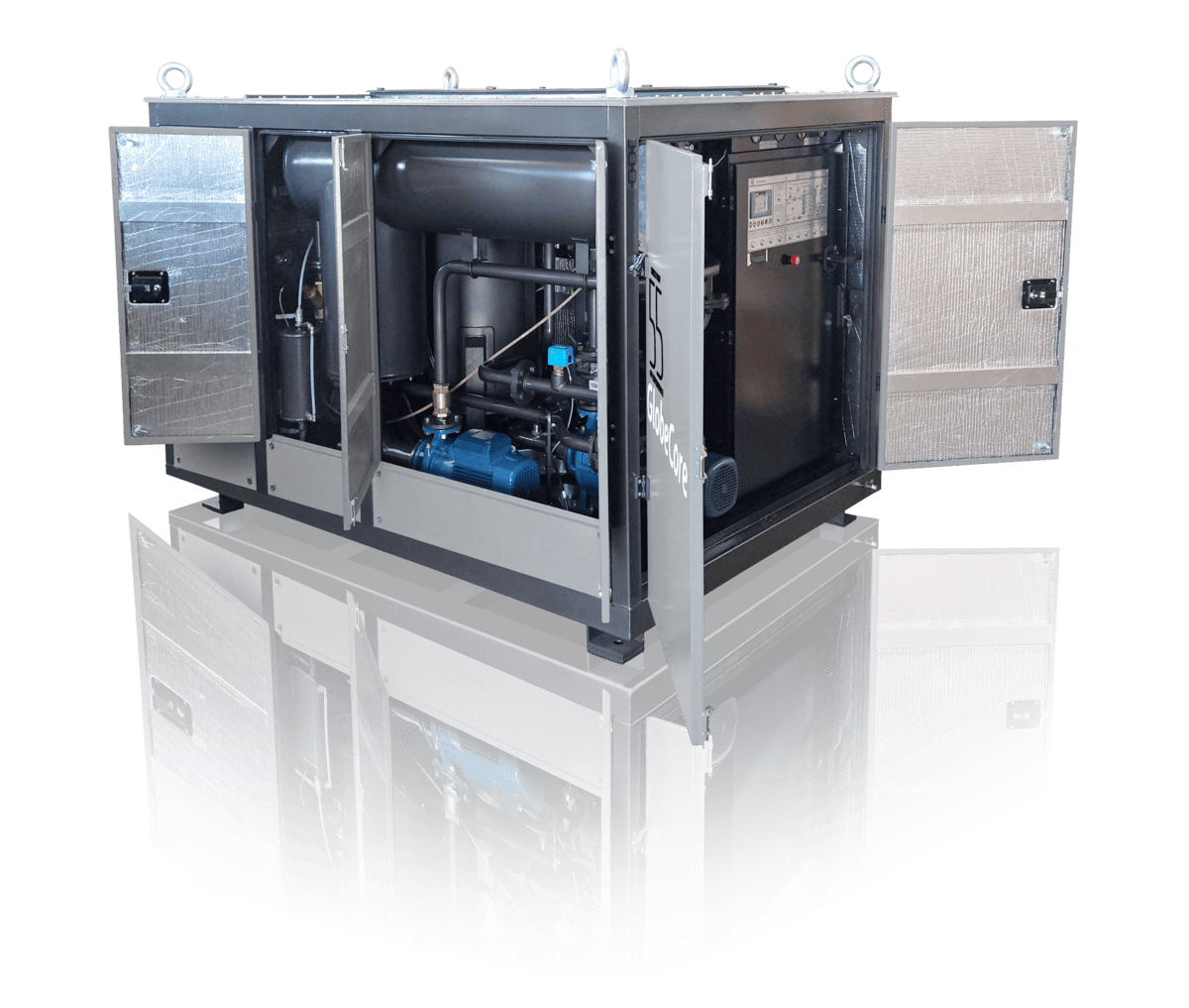
The CMM-4T unit for steam turbine oil purification
The CMM-4T mobile oil purification station is purpose-built for comprehensive steam turbine oil purification on turbine oils with a kinematic viscosity not exceeding 280 cSt at 50 °C – covering the full range of turbine lubricants in service today.
The unit combines thermal-vacuum treatment with multi-pass filtration in one integrated cycle, improving oil cleanliness from ISO Class 13 to ISO Class 9 in a single operational run. Three selectable operating modes allow operators to match treatment intensity to current oil condition: filtration with heating for routine maintenance, full filtration combined with dehydration and degassing when water ingress is detected, and standalone vacuum mode for degassing tasks.
The CMM-4T is available in both stationary configurations – container-mounted, skid-mounted, or under a canopy – and mobile versions on wheels or a trailer, making it practical for multi-unit plants where the purifier moves between turbines. Despite the combination of heating, vacuum, and multi-stage filtration, day-to-day operation and servicing require minimal specialist knowledge.
Applications and return on investment
The CMM-4T is suited to steam turbines across a wide range of capacities, combined-cycle gas turbine plants with shared oil systems, and industrial cogeneration installations where extended oil change intervals are critical to plant economics.
The return on investment for dedicated steam turbine oil purification is consistently high. Turbine oils represent a substantial capital expenditure – extending service life through purification rather than replacement dramatically reduces both material costs and the downtime associated with full oil flushes. Beyond direct oil savings, cleaner oil measurably reduces bearing wear rates, improves seal reliability, and decreases the frequency of varnish-related control system interventions.
For plants running large oil inventories in the 5,000–20,000 L range, even a modest extension of oil service life translates into significant cost avoidance per year – making steam turbine oil purification not just a maintenance best practice but a sound financial decision.