Before we speak about oil purification, let us discuss the history of lubricants emergence and development.
It is difficult to say for certain when the first substance performing a lubricating function emerged. It is assumed to have happened around the time when people began to use the first labor tools.
In Ancient Egypt, olive oil was used to reduce friction when moving the stone materials and wood applied in construction of large facilities. After the advent of trams, animal fat was used to lubricate their wheel axles.
As a result of inventing more complex mechanisms made of metals, new lubricating oils — rapeseed, castor, and peanut oils — began to be used. However, in terms of effectiveness, they did not outperform the previous options, since they were applied solely on the basis of rather practical and personal experience than scientific research.
The lubricants revolution happened in the 19th century and was associated with the beginning of crude oil well drilling in the United States. It was possible to establish that the service life of spinning and weaving looms could be extended by at least 10 years when using not pure whale fat, but a mixture thereof with petroleum.
In the 20th century, the lubricants industry developed more intensively which was caused by the advent of complex mechanisms and machines: motor vehicles, aircraft, diesel trains, ships, rockets, etc. Petroleum-based oils firmly established themselves. Selective purification of oils, hydrocracking, and hydroisomerization were invented.
Currently, industrial oils are represented in different types each of which is used in a specific industry:
- transmission oils;
- hydraulic oils;
- turbine oils;
- electrical insulating oils;
- industrial oils;
- compressor oils, etc.
When the need for oil purification arises
Mineral oils can perform various functions depending on the equipment wherein they are used. These include lubrication, heat removal, insulation of live parts, corrosion protection, surface cleaning, etc. However, almost in every case, the oil has to work in harsh conditions which are characterized by high pressure and temperature, high friction, exposure to atmospheric moisture and oxygen, contamination with solids. It results in intensive oil aging accompanied by a deterioration in operational properties. Dirty oil is not able to smoothly perform the required functions; therefore, it must be purified or changed for a new one.
Economically, purification of used oil is a more advantageous measure, because it allows maintaining the operational properties of oil at the required level and using it as long as possible. The longer the life cycle of oil lasts, the more money is saved on purchasing new petroleum products. But still, there comes a time when ordinary purification is not enough, and reclamation of used oil is needed.

Types of impurities affecting the properties of industrial oils
Let us discuss the main types of impurities that have a detrimental effect on the properties of industrial oils.
Thin oil contains no mechanical impurities. By their nature, these are solid particles resulted from degradation of structural materials: metal filings, shavings, pieces of rubber, fibers of insulating materials, etc. Mechanical impurities increase the foaming ability of oils.
Particles of certain metals can act as catalysts for oxidation processes. There are many known cases when mechanical impurities in particular caused the failure, downtime, and expensive repairs of industrial equipment.
Another type of unwanted impurity is water. It can get into the oil from two sources. The external source is the atmosphere, and the internal source is a release resulted from the aging processes that proceed in oil as such. The presence of water intensifies corrosion processes, increases the probability of foaming and oxidation, and impairs the lubricating abilities of oil.
The presence of gases in industrial oils is undesired as well. For example, in electrical insulating oil, the applied voltage transforms dissolved gas into bubbles which reduce the dielectric strength of liquid insulation. This is due to the fact that the dielectric strength of gases at atmospheric pressure is lower than that of oil. Therefore, a discharge passes first through the bubble and only then — through the oil. Like water, air also has an intensifying effect on corrosion and foaming processes.
Another type of contamination is the products that result from oxidation and aging processes. They include functional groups that correspond to phenols, acids, alcohols, peroxide compounds, etc. In power transformers, the sediments consisting of oil aging products settle on the windings and considerably complicate the cooling of its active part.
Oil maintenance includes its purification and regeneration. Oil purification allows removing the mechanical impurities, moisture, and gases from oils. Regeneration technologies are used to remove aging products.
Oil purification methods
All the oil purification methods known today are classified into three types:
- physical;
- chemical;
- physicochemical.
Physical oil purification methods are suitable for the cases where the chemical properties of oils have not undergone considerable changes and allow removing the mechanical impurities and water.
Settling can be considered as the simplest of the physical methods in terms of technical implementation. For this purpose, special containers (sumps) are used into which the oil requiring purification is placed.
Since water and mechanical impurities have the density which is greater than the density of oil, they will settle to the bottom over time when affected by gravity. Then they can be drained from the container. In order to speed up the settling time, the viscosity of oil can be reduced by heating it to the temperature of 35–40 °C. The main disadvantage of settling is the impossibility to completely remove mechanical impurities and water.
Oil filtration is used for partial removal of mechanical impurities and involves running the oil through porous partitions (filters). The filtration efficiency depends on the initial degree of contamination and the presence of a preliminary purification stage which can be performed using a coarse filter or other methods (settling or centrifugal purification).
Сentrifugal oil purification can be used for partial removal of water and mechanical impurities. It is based on centrifugal forces the effect of which makes it possible to separate the processed oil into several layers one of which is directly pure oil, and the other two are water and mechanical impurities. This is how a transformer oil centrifuge works.
Chemical transformer oil purification methods are based on the reactions that occur between contaminating impurities and added chemical agents. The reactions result in substances that require much less effort in removing. Among frequently used chemical methods, sulfuric-acid purification and hydro purification are highlighted.
Acid purification of oil often uses sulfuric acid which reacts with undesired constituents. This is followed by precipitation of asphalt-resin compounds, unsaturated hydrocarbons, and other substances collectively known as “acid sludge” which can be easily separated from oil. In order to complete purification, special alkalis neutralizing the acid residues and the residual acid sludge are used.
Hydro purification makes it possible to reduce the concentration of sulfur and oxygen-containing compounds in oil. The essence of this process is to expose undesired substances to hydrogen at high temperature and pressure.
Among the physicochemical oil purification methods, it is worth highlighting coagulation, adsorption, selective and ion-exchange purifications.
Coagulation is used to improve the purification efficiency by filtration or settling. Special substances contributing to enlargement of contaminating particles in a colloidal and finely dispersed state are added to oil. Larger impurities are much easier to remove afterwards using a filter or to precipitate to the bottom of a settling tank. The following factors affect the coagulation efficiency:
- the number of added enlargers (coagulators);
- duration of contact of coagulators with oil;
- oil temperature;
- method of mixing coagulators with oil.
Adsorption purification is based on interaction of oil with special substances (adsorbents). Аdsorbents exhibit a high absorptive activity against contaminants and retain them in their pores. The type of adsorbent is selected based on the nature of the task addressed. If it is necessary to remove water from the oil, zeolite is used. Silica gels are suitable for recovering acidic constituents. Fuller’s earth smoothly absorbs oil aging products. Adsorbents can be natural and artificial. In the first case, they are extracted by developing new deposits, and in the second case, they are synthesized in a laboratory environment.
There are three subtypes of adsorption oil purification:
- contact;
- percolation;
- counterflow method.
In the first case, the oil and the ground adsorbent are mixed. After the adsorbent is saturated with impurities, it is separated from the oil. In the percolation method, the oil is run through the adsorbent layer, while the counterflow method involves the movement of adsorbent and oil toward each other.
Selective purification is the use of special solvents that have the property to affect the constituents of oil on a selective basis: they affect only harmful impurities and leave useful constituents unchanged. In the simplest case, selective purification of oil proceeds according to the “mixing-settling-solvent stripping” design scheme. Acetone, furfurole, a mixture of phenol and cresol, nitrobenzene, and others are used as solvents.
Another physical and mechanical method of oil purification is based on the use of ion-exchange resins. These substances can capture from the oil the part of impurities that can dissociate into ions in a dissolved state. In principle, ion-exchange purification is similar to adsorption purification, because it can be carried out either by mixing or percolation.
 Adsorbent Fuller’s Earth for transformer oil purification
Adsorbent Fuller’s Earth for transformer oil purification
Oil purification processes
The following oil purification methods are used in GlobeCore equipment:
- heating;
- filtration;
- – vacuum purification of oil;
- interaction of oil with adsorbent.
The first oil purification process arises from the difference in boiling points between water and oil. If water boils at 100 °C, then transformer oil, for example, boils at more than 300 °C. Thus, it is possible to ensure evaporation of moisture from oil and then to remove it by means of condensation.
A filtration system usually provides several degrees of filtration. First, a coarse filter removes larger mechanical impurities; next, the oil is completely purified when passing through a fine filter. The filtration fineness is selected depending on the degree of oil contamination and existing regulatory requirements. For example, transformer oil filtration can be carried out in this manner.
Vacuum is used for degassing and moisture removal. GlobeCore oil purification equipment can contain one or two-stage vacuum systems. In the first case, one vacuum pump operates, and a low vacuum is created (pressure 760 mm Hg —10 mm Hg). Such systems are used for purifying the electrical insulating oils of leaky transformers, as well as other types of oils (turbine, industrial, hydraulic oils, etc.). In the second case, the backing pump and the Roots pump create a deep vacuum (pressure 10 mm Hg – 0 mm Hg) which is necessary for processing the oil intended to be used in sealed transformers.
The interaction of oil with Fuller’s earth adsorbent allows performing something without which regeneration is impossible — removing the oxidation and aging products. Fuller’s earth is a natural adsorbent the properties of which are reclaimed multiple times for repeat purification of oil.
 Vacuum chamber for transformer oil purification and drying
Vacuum chamber for transformer oil purification and drying
Kinds of oil purification systems
Mechanical impurities can be removed from oil not only by means of coarse and fine filters, but also using separate systems — filter presses. The main component of a filter press is a porous medium through which a pump runs the processed oil under high pressure. While passing through this medium, the mechanical impurities larger than 10–15 microns are retained in the capillaries.
A vacuum chamber can be considered as another oil purification system. It has design features depending on the oil degassing and dehydration method. One option is to spray moistened oil into the vacuum chamber using a nozzle. In this case, there occurs separation of water vapor which is removed from the chamber with a vacuum pump. And drops of dry oil fall to the chamber bottom. The second option is to place special fillers in the vacuum chamber, and the oil flows down the fillers surface in a thin layer. Raschig rings, spiral rings, etc. can be used as fillers. The second method is often used to carry out transformer oil drying.
Adsorber-type systems are special devices wherein an adsorbent absorbs impurities from oil. Typically, this is a cylindrical container into which an adsorbent — zeolite, silica gel, or bleaching clay — is fed. After saturation, the adsorbent is either replaced with a new one or reactivated.
Oil purification systems designed like a sump have the form of volumetric tanks. A valve can be located at the bottom and is used to carefully drain the settled portion of oil.
The main part of the centrifuge is a drum. It contains disks attached to the shaft in parallel. The distance between the disks is very small which allows separating the oil into several thin layers, thus increasing the efficiency of centrifugal purification. This is how a transformer oil centrifuge operates.
Transformer oil purification units
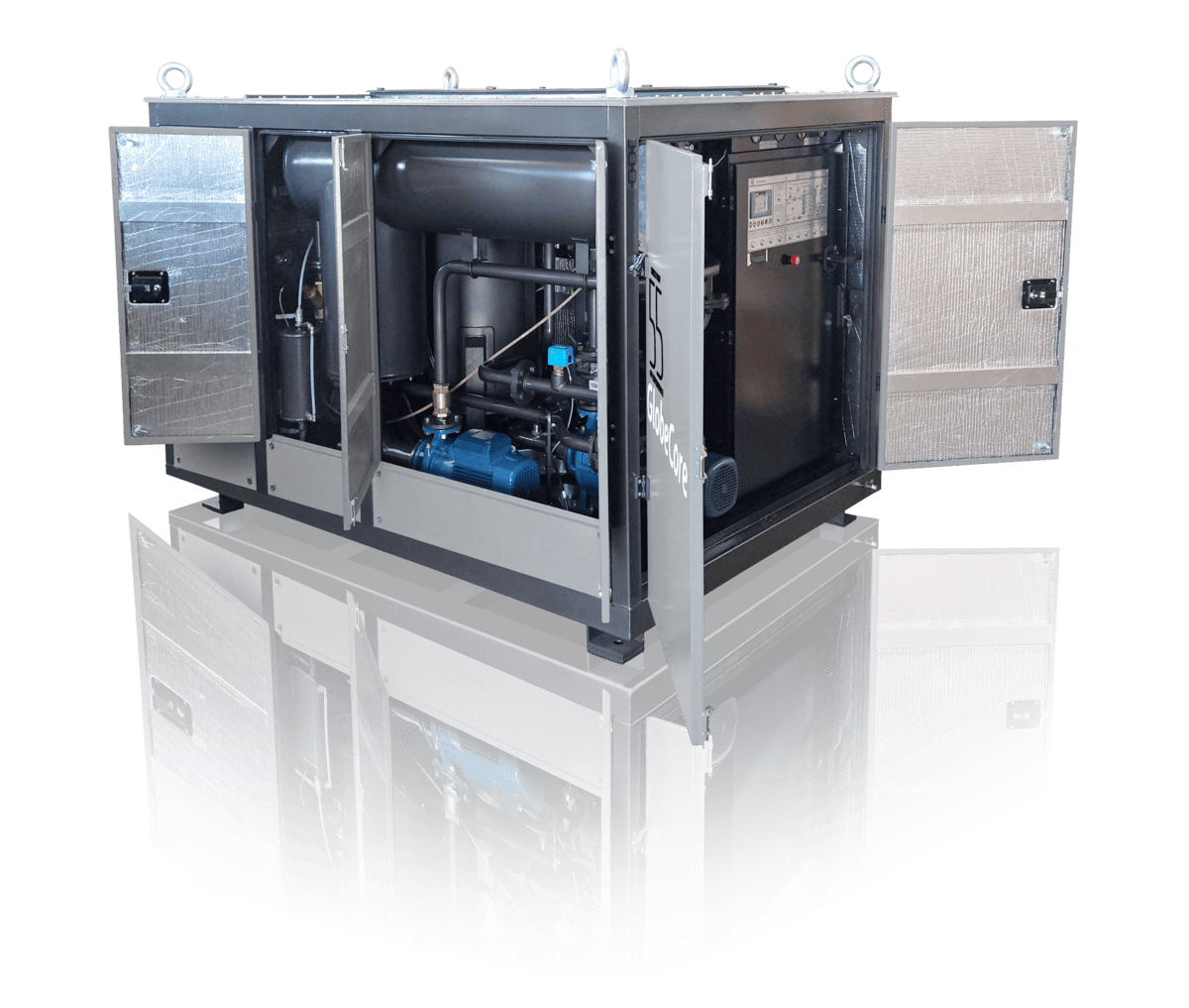
GlobeCore produces the following units:
- CMM-2.2С oil purification centrifuge;
- CMM mobile oil plant;
- СММ-CF oil purification unit;
- CMM-F oil filtration unit;
- MCU oil drying unit;
- CMM-R adsorption purification units;
- UVR fuel clarification units.
 CMM mobile oil plant operates using the principles of heating, filtration, and exposure to vacuum. Due to this, comprehensive oil purification is achieved with removal of mechanical impurities, water, and gases from oil. Two types of filters are used in СMM-CF units: a preliminary filter — to remove mechanical impurities and a coalescing filter — to remove water. Using this equipment, oil drying with the moisture content of oil up to 50% and even more is ensured. CMM-F oil purifiers are well suited for the cases where it is necessary to remove only mechanical impurities from oil. Oil processing is achieved by pumping the oil through cartridge filters.
CMM mobile oil plant operates using the principles of heating, filtration, and exposure to vacuum. Due to this, comprehensive oil purification is achieved with removal of mechanical impurities, water, and gases from oil. Two types of filters are used in СMM-CF units: a preliminary filter — to remove mechanical impurities and a coalescing filter — to remove water. Using this equipment, oil drying with the moisture content of oil up to 50% and even more is ensured. CMM-F oil purifiers are well suited for the cases where it is necessary to remove only mechanical impurities from oil. Oil processing is achieved by pumping the oil through cartridge filters.
Adsorption purification of oil is represented by machines such as MCU, CMM-R, and UVR. MCUs can work with both zeolite and silica gel. In the first case, deep dehydration of transformer oils is achieved, and in the second case, the removal of acidic constituents is achieved as well. CMM-R units ensure not only comprehensive purification, but also regeneration of transformer oil, including final stabilization with antioxidant additives. Sulfur removal is also possible. Bleaching clay is used as an adsorbent which can be reactivated multiple times without being removed from CMM-R. When the unit is connected directly to the transformer, the oil begins to circulate in a closed loop and thus ensures insulation restoring.
UVR transformer oil purification units use a different type of adsorbent which requires other equipment to reactivate. But if CMM-R can process transformer oils only, then UVR is more versatile, since it is used to perform not only regeneration of different types of oil, but also fuel purification and clarification of used oil.
Thus, the following processes are carried out by means of GlobeCore equipment:
- transformer oil purification;
- hydraulic oil purification;
- industrial oil purification;
- turbine oil purification;
- transformer oil regeneration and reclamation.
GlobeCore oil purification units: main advantages
The oil purification units produced by the company have the following advantages:
- Adaptation of dimensions for intermodal transportation (by water, air, and land).
- Versatility. In addition to direct oil purification, the units can perform other operations, for example, vacuumizing or transformers insulation drying.
- Mobility. Oil purification units can be produced as wheel-, trailer-mounted, containerized, etc. It allows carrying out the oil purification and the repair of oil transformers in the field.
- Energy efficiency. In the process of designing, all components were selected so as they would consume as little electricity as possible while maintaining high oil processing rates.
- Safety. The units are equipped with protection systems against undesired situations that may arise during oil processing (foaming, leaking, etc.).
- Ease of maintenance and operation. In most cases, one operator is sufficient to work with oil purification units.
- A wide variety of additional options. For the Customer’s convenience, GlobeCore can supplement the equipment capabilities (control via mobile communications, regeneration of oil in live transformers, a counter for mechanical particles, etc.).
What is to be done if reclamation of waste oil does not help
The operation life of oil is not perpetual after all. We can extend the service life through the use of purification and regeneration, but if operational properties are completely lost, oil disposal or recycling of used oil will be required. When choosing a disposal method, one should be guided by the least environmental harm criterion. Recycling consists in extracting the useful fractions from used oil which are applied to produce other petroleum products.