Both production volume and consumption of biodiesel have been growing due to two main factors. First, the global environmental deterioration, caused mainly by the emissions from burning fossil fuel. Second, this deterioration caused tightening of exhaust emission regulations. Many countries have adopted laws to gradually increase the share of biodiesel used as fuel. The selection of this specific energy source was made because of the availability of various raw materials used in its production: animal fat and vegetable oil (palm, coconut, soy, rapeseed, castor, algae oil etc).
The classic biodiesel production technology
First, some definitions. Biodiesel is an alternative fuel produced by transesterification of natural oil and fat with alcohol (ethyl or methyl) in the presence of a catalyst.
The classic biodiesel production technology works like this. The feedstock with alcohol and catalyst solution is pumped into a special vessel, where the transesterification reaction occurs over time at a certain pressure and temperature. After the reaction, the mixture is separated by settling into two layers: the top layer is the biodiesel product (methyl ester) and the bottom layer is glycerin with small amounts of alcohol. Then the biodiesel is washed and dried to remove soap and water. The alcohol is also separated and can be reused in the esterification process.
The classical process has some limitations, such as:
- the feedstock materials require serious preparation. Crude vegetable oil contains phospholipids. If used without preparation, some of these end up in the finished product, exceeding the limits required by quality standards. Waste frying oil contains free fatty acids which must also be removed;
- the process of transesterification takes a long time;
- high power costs. Transesterification requires mixing, often performed by mechanical agitators. The costs of running the mixers is high, especially considering duration of the process.
Using enzymes in biodiesel production
Low feedstock quality can be addressed by using special enzymes in the production process. The main advantages of this approach are:
- the ability to make biodiesel with high content of free fatty acids (FFA). Substances with adverse effects on enzymatic reaction kinetics must be removed;
- the conditions of enzymatic biodiesel production process are milder (the temperature required is 20-50 °С);
- the resulting byproduct (glycerin) is more pure, increasing its value;
- enzymes can be reused.
In general, the reaction with enzymes occurs in two stages: first, glyceride hydrolysis and FFA formation occurs, then transesterification of alcohol and FFA, producing biodiesel. If the content of FFA is already high, the first stage is already complete and the function of the enzymes is only to convert the FFA into biodiesel fuel.
At the same time, enzymatic catalysis also has drawbacks, specifically:
- high enzyme costs;
- complex process;
- long reaction time. Constant mixing is required in the process.
Application of GlobeCore biodiesel production equipment
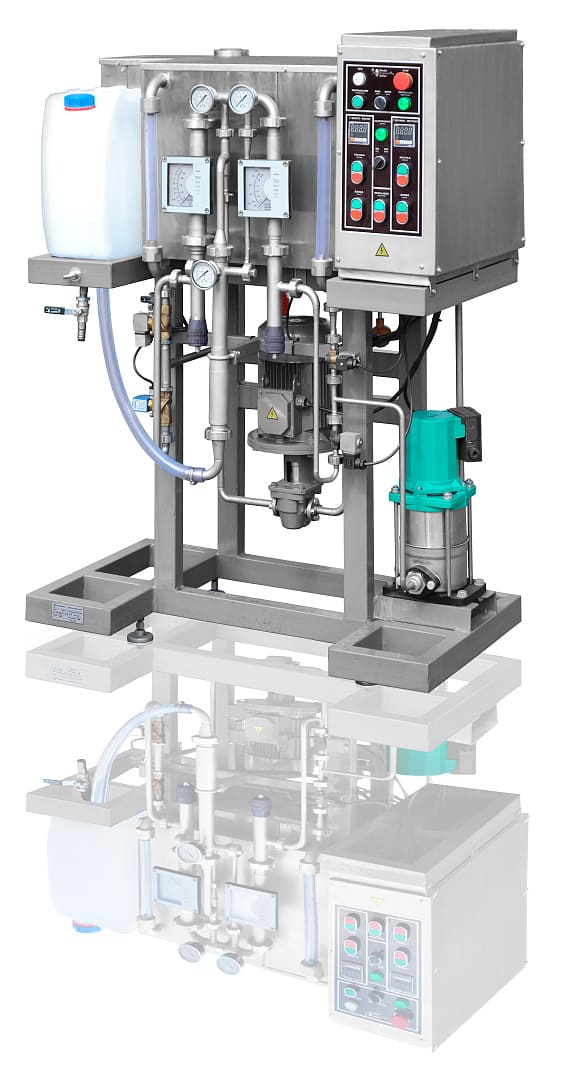
Some of the limitations of the traditional biodiesel production process can be eliminated by using GlobeCore’s USB type hydrodynamic cavitation mixers. These high performance units act as agitators, and allow to run the process without large vessels, since the ingredients react directly in the flow. Intensive cavitation occurs in the hydrodynamic mixer; this process breaks the molecules of fatty acids. Reaction rate increases significantly (reducing reaction time to seconds instead of hours), the ingredients react better, excess alcohol is reduced and the calorific value of the product is improved. After processing in the reactor, the mixture is settled to separate biodiesel from glycerin.
The application of GlobeCore’s hydrodynamic cavitation mixers reduces energy cost of biodiesel production and equipment footprint, while improving product quality.
The ability of hydrodynamic cavitation reactors to accelerate chemical processes makes it possible to use them in the production of enzymatic biodiesel, removing one of the main disadvantages of the the process.
Possible use of vortex layer devices in biodiesel production
GlobeCore has another product that accelerates chemical reacetions, the AVS vortex layer device. The unit is a cage motor with the rotor removed. Instead of the rotor, the unit is equipped with the operating chamber, containing cylindrical ferromagnetic elements. When the induction coil is energized, these particles move on complex trajectories, forming the vortex layer.
The motion generates sound waves and cavitation, which, along with the direct contact of the processed material with the elements and the rotating electromagnetic field, accelerate mass exchange. Transesterification reaction occurs within 10-20 seconds. Just as the hydrodynamic cavitation reactors, the vortex layer devices improve efficiency of biodiesel production lines (improving product quality and reducing energy costs) and decrease equipment footprint.